Khi chọn mua máy gia công CNC cũ hoặc mới, một trong những yếu tố tiên quyết là làm thế nào để biết được công suất và momen xoắn của máy có phù hợp với nhu cầu gia công của công ty hay không. Tất cả việc này có thể biết được thông qua việc đọc hiểu Biểu đồ công suất và momen xoắn (Spindle torque/output power diagram – 主軸出力トルク線図) mà các hãng sản xuất máy CNC cung cấp.
- Biểu đồ công suất và momen xoắn (Spindle torque/output power diagram – 主軸出力トルク線図) là gì
Biểu đồ công suất và momen xoắn thể hiện số công suất (Output power – kW) có thể sản sinh ra được và momen xoắn (Spindle output – N.m) của máy CNC ứng với số vòng quay của trục chính (Spindle speed – min-1 hoặc rpm). Trong bài viết này ta sẽ lấy biểu đồ của BTD-200QH của hãng Shibaura machine để làm ví dụ và phân tích như trong Hình 1.
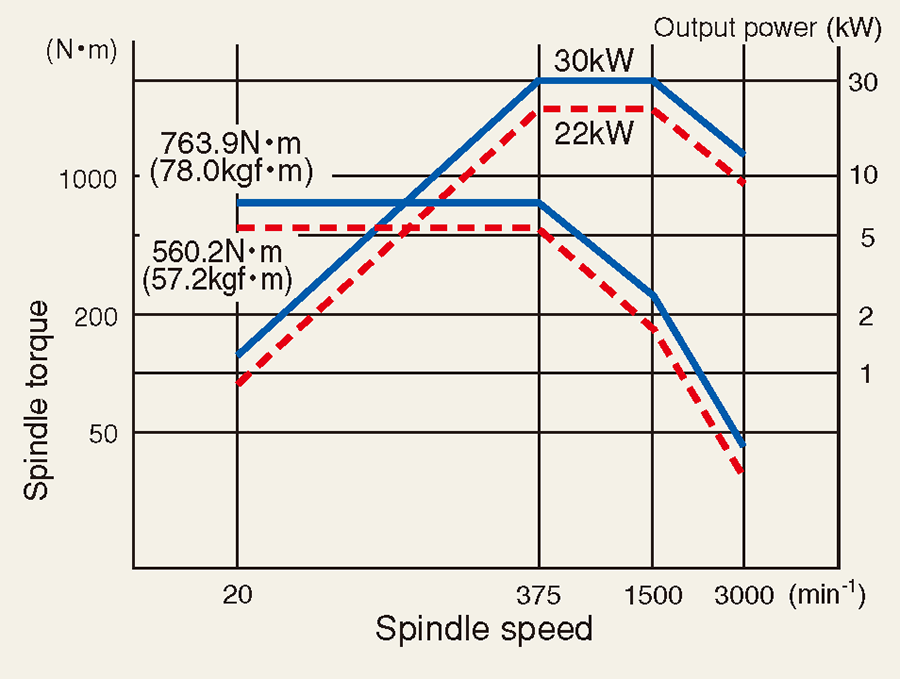
Hình 1. 1. Ví dụ về Biểu đồ công suất và momen xoắn của BTD-200QH (Shibaura machine)
- Những thông tin cần chuẩn bị để tính toán
2.1 Lập bảng điều kiện cắt (Cutting condition – 切削条件)
Để tính toán chính xác thì ta cần biết được nhu cầu của chính công ty chúng ta là gì, tức chúng ta mua máy để gia công vật liệu gì, sử dụng đài phay có đường kính bao nhiêu, v…v… từ đó có thể thiết lập bảng điều kiện cắt như Bảng 1 bên dưới.
Bảng 1. Ví dụ về các điều kiện cắt cần biết để chọn máy
| Tên thông số | Kí hiệu theo tiêu chuẩn ISO | Đơn vị | Giá trị | Giải thích ý nghĩa |
| Vật liệu của phôi cần cắt | – | – | S45C | |
| Lực cắt cụ thể | Kc | MPa | 1800 | Lực cắt cụ thể (Specific cutting force – 比切削抵抗) là con số ước tính lực cắt cần thiết để có thể cắt được vật liệu đó. Do trong quá trình cắt có nhiều loại lực tác dụng từ nhiều hướng khác nhau nên việc tìm ra lực cắt cụ thể trong 1 thời điểm là điều không thể nên ta có thể dùng thông số ước tính này để tham khảo Thông số này có thể tham khảo các hãng làm dao cắt uy tín như Sandvik hoặc Mitsubishi |
| Đường kính đài phay | Dc | mm | 200 | |
| Số mảnh dao | z | – | 16 | |
| Tốc độ cắt | Vc | m/min | 250 | Cutting speed – 切削速度 |
| Số vòng quay của trục chính | n | rpm | 398 | |
| Tốc độ tiến dao ứng với từng mảnh dao | fz | mm/t | 0.2 | Feed rate per tooth – 一刃当たりの送り量 |
| Tốc độ tiến dao | Vf | mm/min | 1274 | Feed rate – 送り速度 |
| Độ sâu cắt theo phương bán kính | ae | mm | 160 | Dùng 80% đường kính dao để cắt |
| Hiệu suất của máy gia công | η | – | 0.8 | Máy mới 100% thì hệ số sẽ là 1, máy càng cũ thì hệ số càng thấp dần về 0 |
| Độ sâu cắt theo phương trục chính | ap | mm | 3.9 | |
| Công suất | Pc | kW | 30 |
2.2 Các công thức để tính toán:
・Công suất máy có thể sản sinh ra được Pc:
Pc=(Kc× ap× ae× Vf)60× 106 × …………(1)
・Momen xoắn:
T=9549.7×Pcn…………(2)
・Số vòng quay của trục chính:
n=1000×Vcπ×Dc…………(3)
・Độ sâu cắt theo phương trục chính: (Suy ra từ công thức (1))
ap=Pc×60×106Kc×ae×Vf…………(4)
- Kết quả của việc đọc hiểu biểu đồ và tính toán
Qua việc đọc biểu đồ trong Hình 1 ta sẽ thu được các thông tin về máy như sau:
a. Tốc độ vòng quay trục chính tối đa là 3000rpm.
b. Công suất của máy là 30kW/22kW (25%ED – màu xanh / liên tục – màu đỏ), momen xoắn là 763.9N.m/560.2N.m (15%ED – màu xanh/ liên tục – màu đỏ). %ED là viết tắt của “Einschalt Dauer” trong tiếng Đức, tức chỉ % thời gian mà máy có thể hoạt động liên tục.
Ví dụ như momen xoắn có 15%ED, tức trong 1 giờ thì máy chỉ hoạt động với momen xoắn 763.9N.m được 9 phút, còn 51 phút còn lại phải được nghỉ. Ngược lại nếu chỉ hoạt động với momen xoắn 560.2N.m thì máy có thể chạy liên tục không ngừng nghỉ. Tương tự với công suất.
c. Khi chọn máy chỉ cần chú ý đường %ED, vì trong bất kỳ thời điểm nào ta cũng không muốn máy chịu tải quá thông số của đường %ED này. Nên việc tính toán cứ dùng thông số của đường %ED mà có thể bỏ qua thông số hoạt động liên tục.
d. Đường công suất sẽ có chiều hướng đi lên, đường momen xoắn sẽ có chiều hướng đi xuống khi tăng tốc độ vòng quay của trục chính. Điều này cũng dễ hiểu vì trục quay càng nhanh càng tiêu thụ càng nhiều điện năng, và khả năng chịu tải cũng sẽ thấp đi.
e. Theo ví dụ trong Bảng 1 với đường kính đài phay mặt là Dc=200mm, tốc độ cắt Vc=250m/min thì dựa vào công thức (3) ta sẽ tính được tốc độ vòng quay trục chính n=398rpm (điểm ① màu xanh lá trên biểu đồ), khi đó gióng thẳng lên ta biết được máy sản sinh ra 30kW, gióng ngang qua trục momen xoắn ở điểm ② màu xanh lá, ta sẽ thu được momen xoắn tương ứng tầm 500N.m.
f. Theo ví dụ trong Bảng 1 với vật liệu là S45C, fz=0.2mm/t thì khi tra bảng của các hãng sản xuất dao cắt sẽ có được lực cắt cụ thể Kc=1800Mpa (Giá trị Kc đối với mỗi vật liệu và mỗi fz sẽ có giá trị khác nhau nên cần tra bảng). Thêm nữa ta xem như dao cắt 80% đường kính nên ae=160mm. Áp dụng công thức (4) ta sẽ thu được độ sâu cắt theo phương trục chính ap=3.9mm, tức với cắt 80% với dao 200mm, máy sẽ cắt được 1 lần sâu tối đa 3.9mm. Từ đó so sánh với nhu cầu thực tế của công ty, ta sẽ biết được có nên mua máy hay không. Và nếu mua thì nên sử dụng máy ở mức độ nào để tránh hỏng hóc ngoài ý muốn.
Đó là tất cả những gì bạn cần biết khi đọc Biểu đồ công suất và momen xoắn khi chọn mua máy CNC, chúc bạn chọn được chiếc máy đầu tiên của mình một cách ưng ý.
Bài viết được viết và đăng tải độc quyền bởi Pinus, vui lòng không copy hoặc reup mà không có sự đồng ý của Pinus.
Thân bút, 🖊
Đậu Xanh
#giacông #giacôngcơkhí #CNC
#Pinus
#Giaithichvebieudocongsuatvamomenxoankhichonmuamaycnc