Như đã trình bày ở bài trước, gia công cắt gọt có tính đa dụng (汎用性) cao, chi phí thấp (低コスト) và hiệu năng cao (高能率) nên được sử dụng rộng rãi trong nhiều ngành nghề sản xuất công nghiệp, có thể kể đến như ngành công nghiệp sản xuất ôtô, máy bay, máy gia công chính xác, khuôn dập, v…v… Cụ thể hơn thì chúng ta sẽ cùng tìm hiểu về từng ngành nghề như ở bên dưới.
- Ngành công nghiệp sản xuất ôtô (自動車)
Những chi tiết quan trọng nhất của xe ô tô ví dụ như thân động cơ hay hộp số tự động hầu hết đều được hoàn thiện bằng gia công cắt gọt. Ví dụ như ở Hình 1, sau khi được đúc (鋳造) ra thì thân động cơ sẽ được đưa vào dây chuyền gia công tự động gọi là Transfer line (トランスファーライン) để gia công tinh như là phay (フライス), khoan lỗ (ドリル) và doa lỗ (ボーリング), v…v…

Hình 1. Thân động cơ của Honda S660
Thêm vảo đó, các bánh răng của hộp số trong Hình 2 về cơ bản đều được gia công cắt gọt, khi cần thiết sẽ có thêm công đoạn mài (研削). Những chi tiết sử dụng thép tấm (板金) như phần vỏ (ボディ) và cửa xe (ドア) sẽ được dập bằng khuôn, tuy nhiên để đạt được độ chính xác cao thì khuôn dập (金型) cũng được hoàn thiện bằng gia công cắt gọt, khuôn dập cũng sẽ được đề cập ở ngay phần sau.
Trục khuỷu (クランクシャフト) và thanh truyền (コネクティングロッド) thì sau khi được rèn sẽ được gia công cắt gọt ở công đoạn bán tinh, cuối cùng thì gia công tinh bằng cách mài.
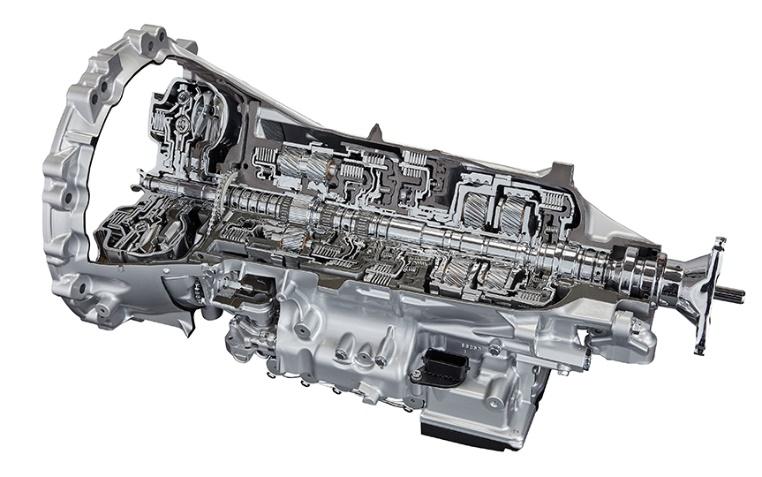
Hình 2. Hộp số tự động 10 cấp Direct Shift-10AT của Toyota
- Ngành công nghiệp sản xuất máy bay, tên lửa (航空機)
Đại diện tiêu biểu nhất của động cơ phản lực là các đĩa (disk) và đĩa cánh (blisk = bladed + disk – ブリスク) được làm hợp kim niken có khả năng chịu nhiệt cực kỳ tốt. Ngoài ra, vỏ động cơ (ケーシング), cánh quạt (ファンブレード), trục cánh quạt (ファン軸) đòi hỏi phải có trọng lượng nhẹ vừa chịu được nhiệt độ cao nên nên các hãng sản xuất thường chọn hợp kim titan làm vật liệu.
Những hợp kim như niken và titan thường được gọi là Vật liệu khó cắt (難削材 – Difficult-to-cut material) do sau khi dỡ khỏi đồ gá vật liệu dễ bị cong vênh hay khi cắt dễ xảy ra hiện tượng chipping (phần lưỡi cắt của dao xuất hiện những vêt nứt nhỏ do việc phải liên tục cắt vật liệu cứng).
Để đảm bảo an toàn ở mức cao nhất thì động cơ phản lực không chấp nhận vết nứt ở bên trong vật liệu, do đó nhằm đạt được tiêu chí này thì các chi tiết thường được cắt gọt hoàn toàn từ 1 tảng phôi lớn nên có rất nhiều thường hợp lượng phoi thải ra chiếm đến 90% trọng lượng phôi, đây cũng là 1 khía cạnh hạn chế của gia công cắt gọt mà in 3D có thể khắc phục được trong tương lai.
Tương tự, bộ khung chịu lực của máy bay cũng thường được cắt gọt từ 1 tảng phôi hợp kim nhôm lớn. Hợp kim nhôm mặc dù không phải là vật liệu khó cắt nhưng do được cắt với tốc độ và hiệu suất cực cao nên phôi rất dễ bị rung, gây không ít trở ngại cho việc cắt.
Ngoài ra, trong những năm gần đây CFRP (Polyme gia cố sợi carbon) bắt đầu được sử dụng rộng rãi trong các chi tiết máy bay, cũng thường được phay và khoan lỗ bằng gia công cắt gọt.
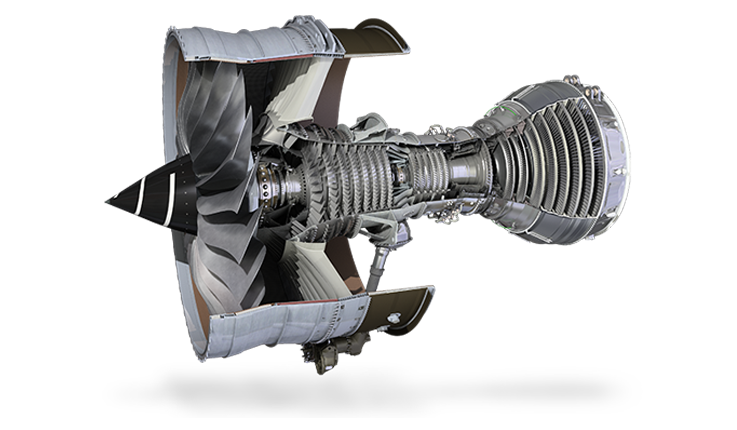
Hình 3. Cấu tạo của tuabin Rolls-Royce XWB
- Ngành công nghiệp sản xuất máy gia công chính xác (工作機械)
Về cơ bản thì máy gia công chính xác được cấu thành bởi cột chính (コラム), thân máy (ベッド), trục chính (主軸) và bàn máy (テーブル) được lắp ráp lại với nhau. Phần cột và thân máy thường được đúc từ thép FC200 ~ 300 giúp máy đạt được độ đầm, hoạt động ổn định khi gia công (do nếu dùng thép có độ đàn hồi cao như SS400 thì dễ làm máy bị rung khi gia công). Tuy nhiên dù làm bằng loại thép gì đi chăng nữa thì đều cần gia công cắt gọt để các mặt tiếp xúc được song song và vuông góc với nhau theo dung sai nhỏ nhất có thể.
Chi tiết quan trọng nhất của máy gia công chính xác là trục chính nên chi tiết này được gia công vô cùng tỉ mỉ và chính xác, do luôn phải chịu lực lớn nên vật liệu thường được dùng là thép rèn (鍛造鋼) để đạt được mật độ tinh thể cao, sau đó được hoàn thiện bằng gia công cắt gọt và mài. Ngoài ra công đoạn lắp ráp motor (モータ) và ổ bi (軸受) luôn được thực hiện trong phòng sạch (クリーンルーム) để tránh dị vật rơi vào.
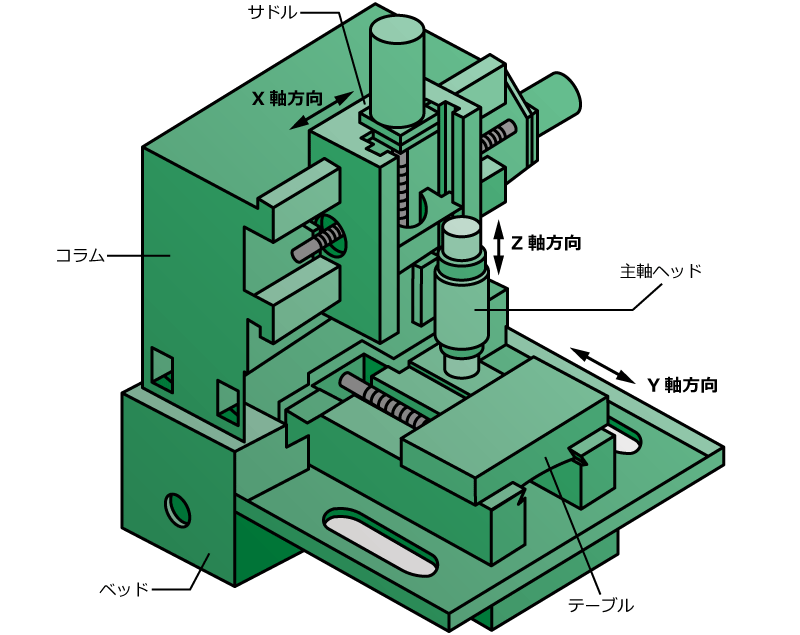
Hình 4. Hình minh họa của một máy phay dạng đứng
- Ngành công nghiệp sản xuất khuôn dập (金型)
Khuôn dập thường được sử dụng trong các máy dập hoặc máy rèn công nghiệp để gia công biến dạng dẻo, tùy theo yêu cầu mà độ chính xác về hình dáng và độ nhám bề mặt có thể thay đổi đa dạng từ thấp đến cao. Khuôn dập là chi tiết cơ khí không thể thiếu trong dây chuyền sản xuất hàng loạt, là chỉ báo thể hiện trình độ kỹ thuật và trình độ sản xuất của một quốc gia.
Hầu hết khuôn dập được gia công bán tinh bằng gia công cắt gọt hoặc máy cắt dây (ワイヤー放電), sau đó nếu cần sẽ được gia công tinh bằng cách mài. Tùy một số trường hợp yêu cầu độ chống mài mòn cao mà người ta có thể dùng cemented carbide (超硬合金) để làm khuôn dập, đây là hợp kim nhân tạo được tạo ra từ Tungsten Carbide (WC) and Cobalt (Co), độ cứng cao chỉ đứng sau kim cương, nên phải dùng dao cụ có phần lưỡi cắt kim cương để gia công.
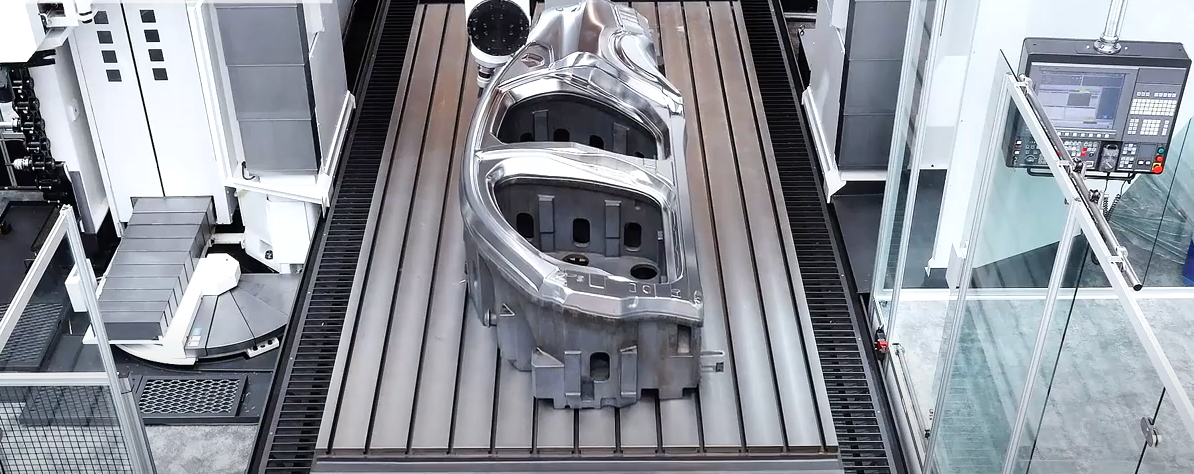
Hình 4. Okuma MCR-S đang gia công khuôn dập
Thân bút, 🖊
Đậu Xanh
#giacông #giacôngcơkhí #CNC
#Pinus
#4ngànhnghềtiêubiểuứngdụnggiacôngcắtgọt