Việc dần trở thành phương pháp gia công không thể thiếu trong sản xuất công nghiệp đòi hỏi công nghệ và kỹ thuật của công cắt gọt càng lúc càng phải được nâng cao hơn. Sau đây là 6 xu hướng của gia công cắt gọt vào các năm gần đây.
- Cắt gọt nhanh hơn, hiệu quả hơn (高速・高能率切削)
Để cắt gọt nhanh hơn cần phải hội đủ 2 yếu tố là việc chế tạo ra máy có tốc độ cắt nhanh hơn và chế tạo ra dao cắt chịu được tốc độ đó.
Cụ thểm, về phần của máy gia công, đó là việc nghiên cứu để nâng cao số vòng quay của trục chính và phát triển thế hệ ổ bi mới chịu lực cao hơn. Về phần dao cắt, đó là việc nghiên cứu ra những vật liệu mới vẫn giữ được độ cứng ở nhiệt độ cao, ví dụ như việc phát triển lớp phủ (coating) vừa có độ cứng cao vừa có độ giòn thấp, hoặc phát minh của CBN (Cubic Boron Nitride), hợp kim của B và N có độ cứng chỉ sau PCD (PolyCrystalline Diamond – Kim cương đa tinh thể), và trong khi kim cương bắt đầu bị oxi hóa ở 700 độ C thì CBN vẫn chịu được đến 1300 độ C.
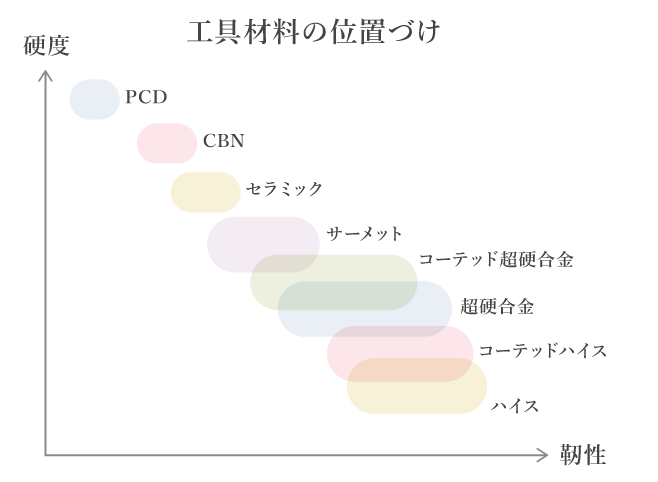
Hình 1. Tương quan giữa độ cứng và độ dẻo của vật liệu mảnh dao
Thậm chí, trong ngành sản xuất máy bay và tên lửa hiện nay, hợp kim nhôm được xem như là không có giới hạn về tốc độ cắt, tức là các xưởng gia công luôn cố gắng để cắt gọt nhôm nhanh hơn, đi kèm với việc luôn phải tìm cách để hạn chế việc phôi bị rung khi cắt với tốc độ cao.
- Cắt gọt chính xác và siêu chính xác (精密・超精密切削)
Ngành sản xuất công nghiệp bắt đầu với đơn vị milimét, sau đó đến gia công chính xác với đơn vị micromét và hiện nay là gia công siêu chính xác với đơn vị sai số là nanomét. Với những dạng gia công như thế này, yếu tố gây cản trở lớn nhất chính là nhiệt độ môi trường và sự thay đổi nhiệt độ của chính máy gia công, dẫn đến kích thước bị lệch khỏi dung sai cho phép.
Do đó, ngoài việc phải đảm bảo độ chính xác cho ổ bi,và bộ dẫn động, các nhà sản xuất phải phát triển bộ thang đo siêu chính xác (超精密なスケール) được điều khiển bằng CNC có độ phân giải nhỏ đến 0.1 nm.
Cắt gọt siêu chính xác có nhiều ứng dụng trong việc sản xuất các chi tiết quang học như thấu kính không-phải-mặt-cầu (非球面レンズ – loại thấu kính giúp ánh sáng chiếu qua hội tụ tại tiêu điểm chính xác hơn, giúp tái hiện hình ảnh chân thực hơn so với kính mặt cầu thông thường), sản xuất gương phản xạ có hình dạng bề mặt tự do (自由曲面) của đèn pha xe ôtô. Tuy nhiên, giá thành hiện tại vẫn còn rất cao nên chưa được phổ biến rộng rãi.
- Gia công hình dáng phức tạp và bề mặt tự do (複雑形状・自由曲面加工)
Đại diện tiêu biểu nhất của máy gia công CNC là máy gia công 5 trục (5軸加工機), là sự kết hợp của không chỉ các trục thẳng X,Y, Z mà còn là chuyển động xoay của 2 trong 3 cặp trục A-B, A-C hoặc B-C, khi cần thiết có thể chạy đồng thời 5 trục để giúp việc gia công những chi tiết không thể gia công nguyên khối trong quá khứ như cánh quạt động cơ (タービンブレード) hoặc chân vịt tàu thủy (インペラ) trở nên dễ gia công hơn như hiện nay. Ngoài ra, nó còn mở đường cho việc ra đời của các máy gia công phức hợp (複合加工機) có thể vừa tiện vừa phay, giúp giảm số lần gá, tiết kiệm thời gian gia công, kết quả là độ chính xác được tăng lên đáng kể.
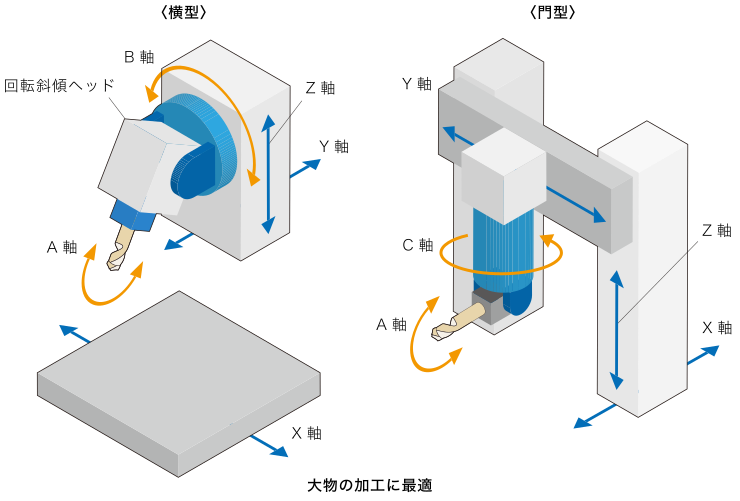
Hình 2. Ví dụ về 2 loại máy 5 trục 横型 và 門型
- Hiệu quả hơn trong việc cắt vật liệu khó cắt (難削材の高能率切削)
Đối với những chi tiết sử dụng những vật liệu khó cắt như động cơ phản lực làm từ hợp kim niken hoặc titan, hay tuabin làm từ inox, lực cắt sinh ra sẽ rất lớn. Theo Hình 3, lực cắt (切削抵抗 – Cutting force) là hợp lực của lực tiếp tuyến (主分力), lực hướng kính (背分力) và lực chạy dao (送り分力), độ lớn nhỏ của lực cắt tùy thuộc vào rất nhiếu yếu tố như vật liệu bị cắt (被削物の材質), tốc độ cắt (切削速度), độ sâu cắt (切込量), mảnh dao có góc to hay nhỏ (刃先角度の大きさ).
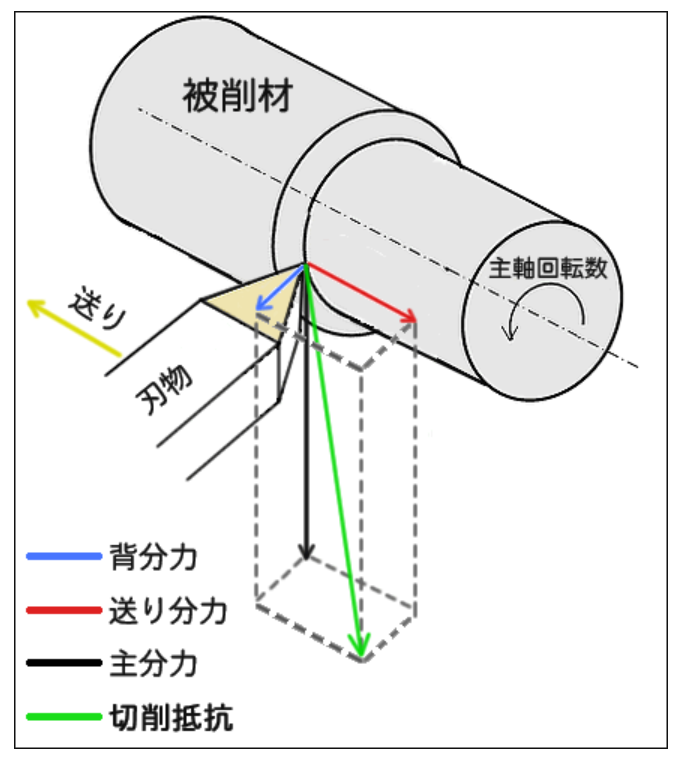
Hình 3. Lực cắt (切削抵抗 – Cutting force)
Nguyên nhân các vật liệu trên trở nên khó cắt là do bề mặt có độ cứng cao (niken và titan), hoặc trong quá trình cắt gọt thì bề mặt vật liệu sẽ bị hóa cứng (inox) làm giảm tuổi thọ dao. Ngoài ra vật liệu khó cắt thường có hệ số dẫn nhiệt thấp dẫn đến lượng nhiệt khi cắt sẽ không tỏa ra môi trường kịp thời mà sẽ tập trung ở đầu mũi dao dẫn đến việc mài mòn dao cũng nhanh hơn. Tất cả những yếu tố trên dẫn đến việc bắt buộc phải giảm tốc độ cắt, giảm độ sâu cắt để tránh hỏng mảnh dao, tuy nhiên hiệu suất cắt theo đó cũng giảm theo rất nhiều so với thép thường.
Để giải quyết vấn đề trên, rất nhiều kỹ thuật đã được phát triển như cấp nước làm mát siêu cao áp xịt thẳng trực tiếp với lượng rất nhỏ vào điểm tiếp xúc giữa vật liệu và dao, hoặc như Hình 4 là phương pháp gia công phôi ở nhiệt độ đóng băng để giảm việc sản phẩm bị cong vênh sau khi cắt, hay là việc phát minh ra cắt vật liệu mảnh dao cắt mới làm từ PCD hay CBN như đã được đề cập ở phần trước.

Hình 4. Gia công vật liệu khó cắt với nhiệt độ đóng băng của vật liệu
- Ứng dụng IoT để gia công “thông minh” hơn (加工の知能化)
Dù kinh nghiệm và kỹ năng của người thợ đóng vai trò rất lớn trong việc gia công cắt gọt nhưng để đối phó với bối cảnh số lượng thợ lành nghề ngày càng giảm, các nghiên cứu về gia công cắt gọt đang ngày càng được đẩy mạnh để giúp hầu hết quá trình gia công có thể được dự đoán ngay cả khi chưa gia công thực tế nhờ vào các ứng dụng sau đây:
- Sử dụng cảm biến (sensor) để nắm bắt được tình trạng gia công.
- Mô phòng chính xác chuyển động của máy gia công trên chương trình CAM (Hình 5).
- Teaching chương trình CAM để phần mềm tự động tạo chương trình gia công tối ưu nhất.
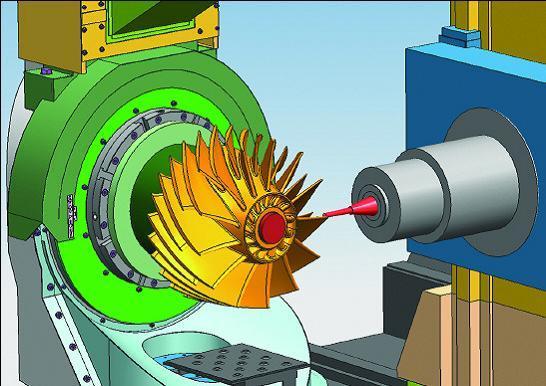
Hình 5. Mô phỏng quá trình gia công trên NX CAM
- Phức hợp hóa quy trình gia công (加工プロセスの複合化)
Các công đoạn xử lý nhiệt hoặc mài thường đi kèm với gia công cắt gọt. Do đó các nhà sản xuất đã phát triển các loại máy phức hợp có tích hợp tính năng tôi thép bằng laser, mài, hoặc thậm chí là in 3D, tất cả vào chung 1 máy. Việc này khắc phục được yếu điểm về bề mặt của in 3D bằng cách in 3D một phần sản phẩm, sau đó gia công cắt gọt tinh, rồi lại in 3D và gia công cắt gọt tinh, cứ lặp lại như thế cho đến khi ra được sản phẩm hoàn thiện.
Thân bút, 🖊
Đậu Xanh
#giacông #giacôngcơkhí #CNC
#Pinus
#6xuhướnghiệnnaycủakỹthuậtgiacôngcắtgọt