#Gia công #xử lý nhiệt
Chào các bạn. Lần này Pinus xin được giới thiệu về “xử lý nhiệt”, một trong 5 loại gia công chính. Xử lý nhiệt là phương pháp gia công giúp chúng ta thay đổi các đặc tính của vật liệu mà không thay đổi hình dạng của nó. Bài chia sẻ chỉ giới thiệu khái quát về các loại xử lý nhiệt cũng như mục đích của từng loại xử lý nhiệt trong thiết kế, sẽ không đi quá sâu vào phương pháp xử lý hay kỹ thuật xử lý.
Xử lý nhiệt có các loại như sau:
- 焼入れ・焼戻し(やきいれ・やきもどし)(quenching và tempering)
Quenching và tempering là quá trình làm cho toàn bộ vật liệu cứng và đàn hồi hơn. Thông thường, khi vật liệu cứng hơn, nó cũng dễ vỡ hơn. Tuy nhiên, có những trường hợp chúng ta cần có vật liệu có cả tính chất cứng và đàn hồi. Duy nhất cách đạp ứng được điều này là thông qua quá trình quenching – tempering. Quenching được sử dụng để cải thiện độ cứng và tempering được sử dụng để cung cấp tính chất đàn hồi cho vật liệu, do đó, hai quá trình này thường được thực hiện cùng nhau. Khi thực hiện quá trình quenching, độ cứng của vật liệu sẽ giảm đi một chút, vì vậy nhiệt độ xử lý quenching sẽ được điều chỉnh dựa trên sự ưu tiên giữa độ cứng và tính chất đàn hồi. Khi muốn tăng độ cứng, sử dụng quenching ở nhiệt độ thấp, và khi muốn tăng tính chất đàn hồi, sử dụng quenching ở nhiệt độ cao.
Để đạt được hiệu quả của quá trình quenching và tempering, vật liệu thép cần có hàm lượng carbon từ 0.3% trở lên. Ví dụ, SS400 có hàm lượng carbon dưới 0.3%, do đó việc thực hiện quá trình quenching và tempering sẽ không có hiệu quả. Với vật liệu S-C (thép carbon dùng cho cơ khí), có hàm lượng carbon từ 0.3% đến 0.6%, độ cứng sau quá trình quenching tăng lên khi hàm lượng carbon càng cao. Tuy nhiên, với vật liệu SK (thép công cụ carbon) có hàm lượng carbon từ 0.6% đến 1.5%, độ cứng sau quá trình quenching sẽ đạt một giá trị tối đa và không tăng thêm. Tuy nhiên, độ chống mài mòn sẽ được cải thiện.
- 焼なまし(やきなまし) (annealing)
Annealing là quá trình xử lý nhiệt để làm cho vật liệu mềm đi hoặc loại bỏ căng thẳng còn lại bên trong vật liệu sau gia công. annealing còn được gọi là 焼鈍 (しょうどん). Annealing được thực hiện để đưa cấu trúc của vật liệu trở lại trạng thái chuẩn.
Một ví dụ cho ứng dụng của annealing là làm mềm vật liệu sau quá trình cán lạnh. Cán lạnh làm vật liệu trở nên cứng hơn do hiện tượng gia công cứng. Để cải thiện khả năng gia công sau đó (như gia công cắt và gia công ép), quá trình annealing thường được thực hiện sau quá trình cán lạnh. Quá trình này giúp làm mềm lại vật liệu và loại bỏ căng thẳng tích tụ trong quá trình cán lạnh, từ đó cải thiện khả năng gia công và sự dẻo dai của vật liệu.
Một mục tiêu khác của quá trình annealing là loại bỏ căng thẳng bên trong vật liệu. Bên trong vật liệu, có những lực mà không thể nhìn thấy từ bên ngoài và được gọi là căng thẳng nội bộ hoặc căng thẳng còn lại. Những lực này có thể gây ra hiện tượng cong vênh trong quá trình gia công và thay đổi theo thời gian. Nhằm giải quyết vấn đề này, quá trình annealing được sử dụng để loại bỏ căng thẳng nội bộ. annealing giúp giảm căng thẳng nội bộ và căng thẳng còn lại, từ đó giảm hiện tượng cong vênh trong quá trình gia công và sự biến đổi theo thời gian. Có cả các vật liệu đã được xử lý annealing sẵn như SS400焼鈍材 có sẵn trên thị trường.
- 焼ならし(やきならし) (normalizing)
Mục đích của quá trình này cũng tương tự (annealing), nhưng với tốc độ làm nguội nhanh hơn. Nó giúp tạo ra một cấu trúc vật liệu đồng nhất và giảm căng thẳng nội bộ. Sau quá trình cán, rèn hoặc đúc, cấu trúc bên trong kim loại trở nên không đồng nhất. Nếu giữ nguyên như vậy, tính chất cơ học sẽ không đạt đủ. Do đó, quá trình normalizing được sử dụng để khôi phục cấu trúc kim loại về trạng thái tiêu chuẩn.
- 高周波焼入れ(こうしゅうはやきいれ) (induction hardening) và 浸炭焼入れ (しんたんやきいれ)(carburizing)
Là hai phương pháp nhằm tạo ra cấu trúc kép với độ cứng khác nhau chỉ trên bề mặt vật liệu. Bề mặt được xử lý nhiệt trong khi bên trong vẫn giữ nguyên tính chất mềm mại, cho phép vật liệu chịu được lực tác động lớn mà vẫn như một lớp đệm. Điều này làm cho vật liệu có tính chất chống sốc tốt, khả năng chống mài mòn tốt và đồng thời có độ cứng cao.
Induction hardening: dòng điện cao tần được đưa qua cuộn dây, tạo ra dòng điện từ hướng dẫn trong vùng gần cuộn dây đến các vị trí cần thiết (như vùng bề mặt) (hình 1). Khi dòng điện chảy qua, chỉ cần một thời gian rất ngắn, bề mặt vật liệu sẽ được gia nhiệt đến màu đỏ sáng. Ngay sau đó, bề mặt vật liệu được làm lạnh nhanh bằng nước.
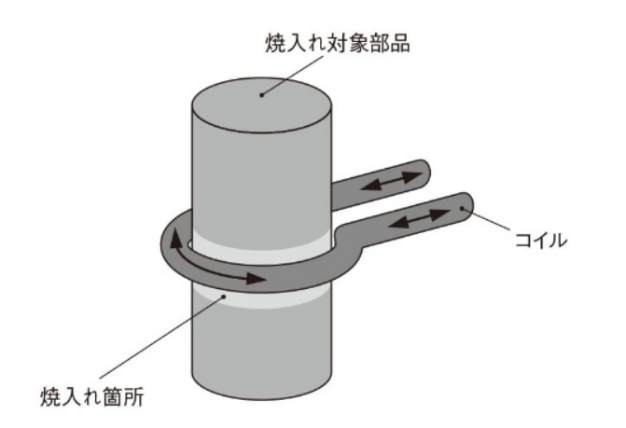
Hình 1
Carburizing là phương pháp nhiệt xử lý với vùng bề mặt của vật liệu mềm và có hàm lượng carbon thấp được xâm nhập carbon để tạo thành vùng có hàm lượng carbon cao trước khi thực hiện quá trình nhiệt xử lý. Ví dụ, bi đánh Pachinko là một thành phần phải chịu va đập lặp đi lặp lại. Do đó, vùng bề mặt của vật liệu mềm với hàm lượng carbon 0.2% được xâm nhập carbon để đạt gần 0.8% carbon. Khi thực hiện quá trình nhiệt xử lý sau đó, bề mặt trở nên cứng và chắc chắn, trong khi phần bên trong vẫn giữ nguyên tính chất mềm dẻo ban đầu. Nhờ đó khiến bi đánh Pachinko không bị vết trầy xước hoặc nứt vỡ.
Tất cả các quá trình xử lý nhiệt trên đều tuân theo quá trình cơ bản của gia nhiệt (加熱(かねつ)), giữ nhiệt (保温(ほおん)) và làm nguội (冷却(れいきゃく)) . Mỗi quá trình xử lý nhiệt có nhiệt độ gia nhiệt, tốc độ gia nhiệt và làm nguội khác nhau, và thông qua đó đạt được các tính chất vật liệu mong muốn. khác nhau lớn nhất trong quá trình xử lý nhiệt là tốc độ làm nguội. Nói một cách đơn giản, quenching và tempering được làm nguội nhanh chóng (bằng nước hoặc dầu), annealing được làm nguội trong lò, và normalizing được làm nguội tự nhiên (bằng không khí). Tốc độ làm nguội giảm dần theo thứ tự từ làm nguội nhanh, làm nguội tự nhiên và làm nguội trong lò. Trong trường hợp của annealing, vật liệu được làm nguội trong lò có thể mất nửa ngày hoặc cả ngày để làm nguội chậm rãi.
Bài chia sẻ xin được dừng tại đây. Mong các bạn sẽ có thêm được kiến thức về đặc điểm của các loại hình xử lý nhiệt, giúp cho việc đưa chỉ thị gia công khi thiết kế thuận lợi hơn.
Thân!
Gạo mới